始自1984,专注行业30多年
防腐-防火-防水-保温-装饰-地坪涂装规模化供应商与施工服务商
全国联系电话:

全国联系电话:


News
0引言
人们环保意识的不断提升及对品质生活的追求,使得对环境的要求也越来越高,国家对环保的重视也不断加强,各种环保政策越来越苛刻,许多企业因环保不达标被勒令整改甚至关停。2016年发布的《国家鼓励的有毒有害原料(产品)替代品目录(2016年版)》就提出各类水性涂料替代溶剂型涂料。水性漆与油性漆相比,使用无色无毒的水作为溶剂,减少有机溶剂的使用,大大降低了涂料中的VOC的排放量和环境污染,属于绿色环保涂料。
我公司发动机缸体、缸盖铸件属于大缸径产品,体积大、质量重,加工装配时间长,因此需要在加工装配前喷涂底漆进行防锈,避免在加工过程中出现锈蚀,影响产品.终质量。前期使用的单组分丙烯酸涂料虽施工方便,但在使用过程易出现闪锈、脱漆问题,长期改进未能有效解决。双组份水性底漆由于成膜原理不同,可有效减少上述问题,因此进行双组份水性底漆在铸铁件上的验证试验。
1试验部分
1.1试验规划
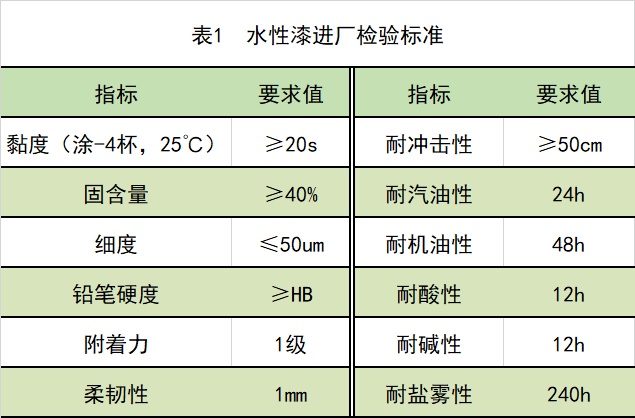
我公司主要生产大缸径船用发动机,在海洋环境下更容易出现盐雾腐蚀。为保证双组份水性底漆在铸铁件的成功应用,必须对产品全过程可能存在的因素及过程变量进行验证。为确保验证的有效性,在确保底漆满足公司水性漆标准(表1)的基础上,采用样板、样件、小批量的顺序进行验证。对施工过程进行分析,对样板、样件进行盐雾试验及面漆咬合试验,监控漆膜厚度、附着力及加工清洗过程漆膜表现。
1.2试验用漆
选择7种不同类型的双组份水性底漆,其中A、B、C、D、E属于国内品牌底漆,F、G为国际知名品牌底漆。采用喷漆房人工喷漆,样板为喷砂钢板,厚度统一为2.8mm,样件为正常生产的产品,漆膜厚度控制在60~90um。喷涂完毕后,按照底漆使用说明进行80℃烘干0.5h,之后开展相关性能检测。
1.3试验方案
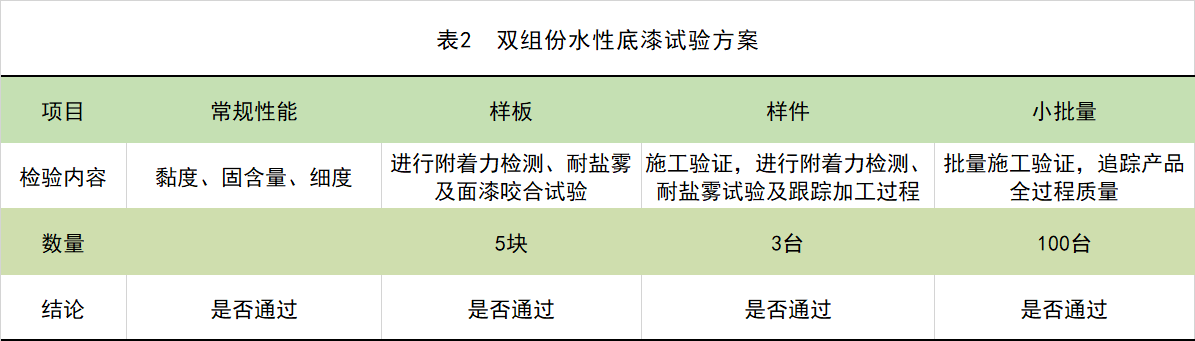
根据试验规划,制定以下具体试验方案,明确试验数量、试验进度及相关试验数据追踪情况,见表2。
2结果与讨论
2.1双组份底漆施工分析
原先我公司选用单组分丙烯酸水性漆,施工工艺简单,底漆施工前仅需要搅拌均匀,施工后自然干燥即可,可直接使用托盘运至仓库干燥,生产效率高。而双组份水性漆成膜原理不同于单组分,需要按照比例进行配比搅拌,存在活化期,另外通常施工后需要进行分析:
(1)调漆间
原喷漆系统无调漆间,单纯使用压力罐进行喷漆。使用双组份水性漆,如果采用目前的工艺,需要人工进行配漆,搅拌均匀后加入压力罐,同时也要根据实际产能配比用量,避免超出活化期。因此需要增加配漆系统,减少人为因素可能带来的底漆质量波动或成本浪费。
(2)喷漆室
原使用单组分水性漆自然干燥,无需烘干,双组份水性漆需要行80℃烘干。原喷漆室仅有空调,无法实现80℃高温,另外在喷漆室内烘干,占用设备,影响生产进度,因此需要新增烘干室。
(3)喷涂工具
单组分水性漆与双组分水性漆对于喷枪的需求无明显区别,先有喷枪可满足施工要求。
(4)成本
根据市场调研,双组份水性漆价格为单组分水性漆价格的两倍以上,切换后会造成生产成本增加。但为提高产品整体质量,双组份水性底漆切换势在必行。
2.2样板性能试验
对7种底漆进行常规理化性能试验、样板的性能试验、盐雾试验及面漆咬合试验,结果见表3。
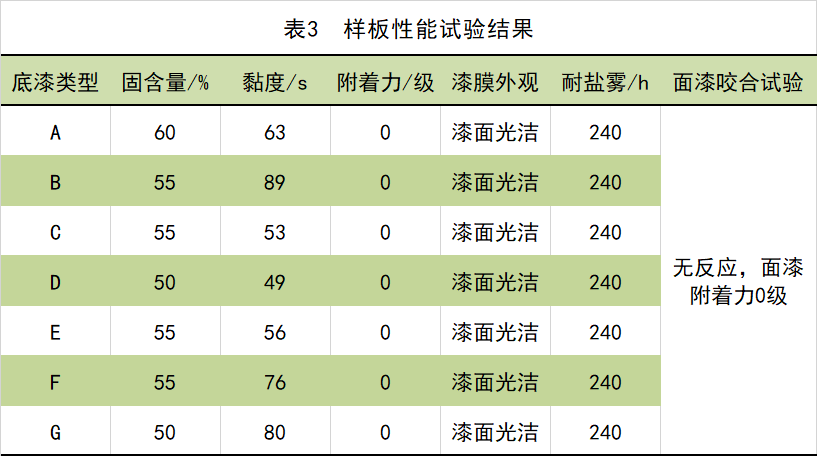
由表3可知:以上所有底漆性能满足进厂检验标准,固含量水平相当,黏度均符合要求。在样板性能试验中,7种底漆样板的漆膜附着力均为0级,漆面光滑无气泡、起皮问题产生,但C、F、G漆面光亮度及外观表现优于其他4种漆面,分析认为是不同漆种的体系组分不尽相同,导致在光泽度上出现了差异,但该性能参数对于底漆来说并非重要参数。在盐雾试验中,对现有的加工面漆分别对所有底漆进行咬合试验,面漆附着力良好,无起泡、聚集及起皮剥落问题。综上所述,所有7种底漆的进入后续试验。
2.3样件性能试验
按照试验方案,分别进行7种底漆的样件试验,验证其施工性能、漆膜质量及后续加工过程漆膜质量,结果见表4。
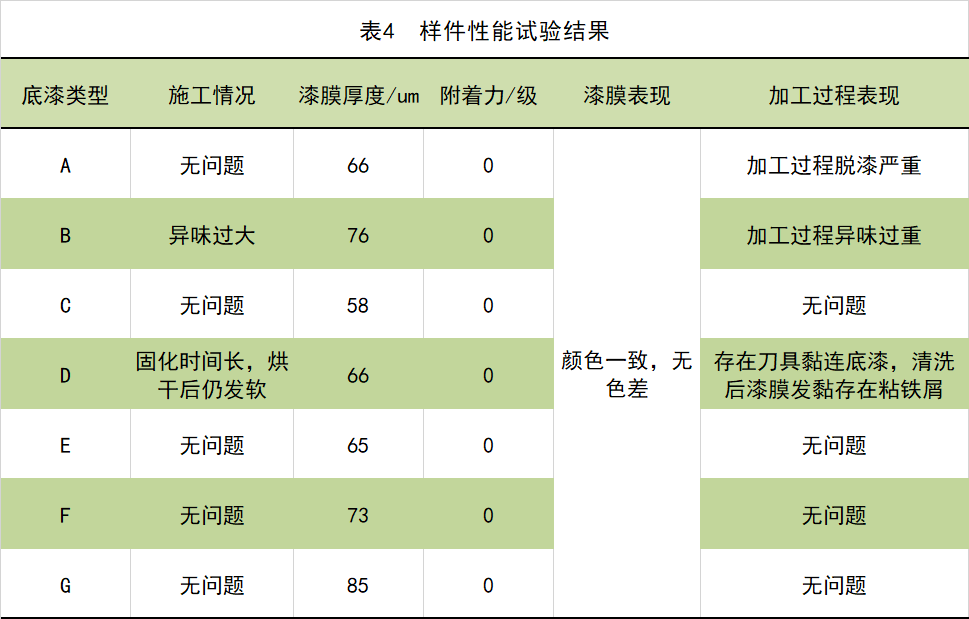
由表4可知:上述7中底漆样件的漆膜厚度、附着力及漆膜表现均无问题,但施工情况和加工过程表现不一,其中5种底漆施工过程无问题。A型底漆施工过程无问题,但在加工清洗过程中存在严重的脱漆问题。B型底漆施工过程及加工过程中反馈异味过大。D型底漆施工后固化时间过长,烘干后仍存在发软问题,加工过程中发生底漆与刀具黏连以及清洗后漆膜发黏粘铁屑问题。分析以上情况出现的原因为不同底漆采用的基材树脂不同,另外底漆组分配比也存在差异,因此其气味及固化情况不一。从漆膜质量上看,附着力均为0级,漆膜外观满足要求。跟踪后续加工情况,只有4种底漆加工过程无问题。其余3种底漆分别存在脱漆、发黏等问题,联系A、B、D型底漆厂家,优化后仍存在不同程度的问题。因此进行评估后,4种底漆进入小批量验证阶段。
2.4小批量性能表现
根据样件试验结果及试验方案开展小批量验证,验证现场施工及追踪加工装饰过程表现,结果见表5。
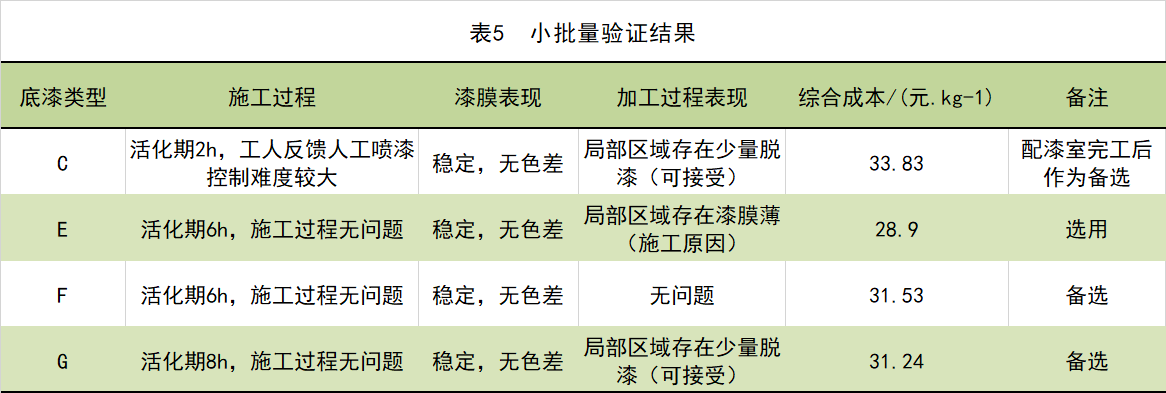
由表5可知:4种底漆均能够满足基础的漆面质量要求。C型底漆在施工过程中存在活化期短的问题,对于目前人工配漆来说,施工过程控制存在较大难度,因需要配套配漆室,综合成本上升,刨除配漆室成本,与E型底漆相近,等配漆室完工后可作为备选。F和G两种底漆价格较高。结合4种底漆的整体表现,处于成本考虑,选用E型底漆作为后续批量使用底漆,F和G两种底漆作为备选底漆。
3结语
本文主要总结了双组份水性底漆在铸铁件上应用验证的整体过程,基于风险和预控思维快速实现双组份水性底漆的应用。
(1)经过试验验证,综合成本考虑,E型底漆可以应用至铸铁件底漆,有效减少过程脱漆问题。
(2)随着产品及技术进步,双组分水性底漆能够应用至铸铁件上,满足质量要求。
(3)产品验证过程要充分考虑其过程风险、施工过程及后续过程影响,避免产生批量质量问题。
 当前位置:
当前位置:
 热门推荐
热门推荐






 陕公网安备61030402000089
陕公网安备61030402000089