始自1984,专注行业30多年
防腐-防火-防水-保温-装饰-地坪涂装规模化供应商与施工服务商
全国联系电话:

全国联系电话:


News
摘要:某项目完成了27万方低温罐拱顶的气顶升作业,是目前国内、国际上单台容量.大、气顶升重量.重、顶升高度.高的一次作业,文章论述分析了此次气顶升作业的施工准备内容、顶升系统施工技术要点、顶升施工操作要领,并有一些在原有传统顶升工艺技术上的改进。
关键词:27万方、低温罐、气顶升系统、顶升工艺改进
0引言
近年来,我国LNG产业发展迅速,LNG接收站建设进入大发展期,LNG低温储罐的容量也是越建越大,拱顶的整体气顶升作业作为LNG低温罐施工一项常用、重大的作业内容,各家研究很多,但本次27万方低温罐拱顶的气顶升作业是一个.新的突破,安全风险较大,因此,有必要对此次顶升作业的准备、检查及过程控制进行充分说明和论证。
1气顶升基本情况
气顶升是利用罐内外空气压差推动拱顶上升到罐顶。在拱顶顶升到达安装位置后,保持罐内一定压力的情况下进行拱顶与承压环的焊接,通过焊接将拱顶固定在承压环上,完成拱顶安装。本次气顶升拱顶结构跨度93.8m,高15.8 m,重量达到1100t,气升顶上升高度为45.8m,顶升截面面积6969m2。
2顶升施工准备
(1)技术准备熟悉图纸和相关规范,审核图纸,编制施工技术方案,并经过各级审批,组织..论证审核同意后,方可进行施工作业。根据规范、施工技术方案对作业人员进行施工前的安全技术交底。相关焊接作业的焊接工艺评定文件和焊接工艺规程(WPS)均已批准。(2)材料准备气升顶的所有材料包括钢丝绳、密封材料等供货材料应具有质量证明文件,其规格、特性数据应符合相应产品标准和订货技术条件的要求。进场焊材、耗材、气体等应按规定及时报验,未经检验或材质证明文件不全、不合格材料不得使用。准备足够的气升顶使用的临时措施材料,包括劳保用品、安全带、对讲机等,准备充足的发电机燃料。(3)现场准备储罐临时大门的坡道应畅通,靠近大门处铺设钢板制作作业平台,靠近罐壁大门处搭设防砸棚。临时大门坡道两侧区域应平整、硬化,放置发电机、配电箱等工具及设备。在罐壁.高处宽敞位置,如扶壁柱处,安装指挥平台,方便气升顶过程中监测操作及指挥工作。用于作业人员上下的楼梯通道应安全牢固,以保证人员紧急撤离的通道畅通。所有进罐作业人员应佩戴头灯或手电等应急照明设备,按受限空间管理,禁止单独进、出罐,小门口的进出口设置专职人员进行管理,所有进出人员进行登记管理。(4)主要机具准备风机、发电机、电焊机、空压机、角向磨光机等设备机具到场应经过检查,合格后并完成报验。气升顶用工具、机具准备齐全,数量足够。使用的检查量具精度应符合国家计量局规定的精度标准,经过检定并在有效期之内。
3顶升系统施工技术要点
(1)平衡系统平衡系统是利用钢丝绳的张力来控制气升过程中拱顶倾斜的装置,有中心轮式【1】和贯穿式的,本次顶升采用贯穿式平衡系统的结构布置,如图1所示,由钢丝绳、T型支架、双导向滑轮、锚固吊耳、花篮螺栓、钢丝绳夹等组成。
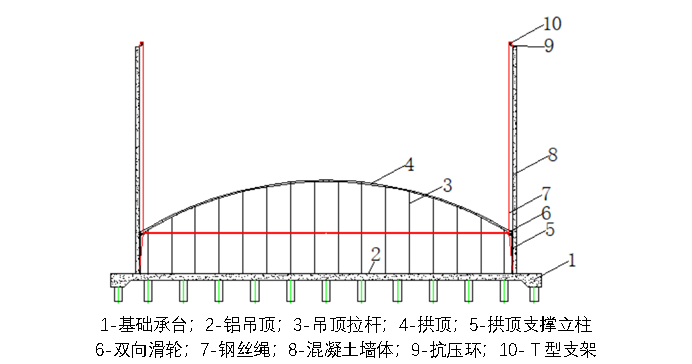
图1 贯穿式平衡系统结构示意平衡系统安装前先进行放线,在抗压环上安装T型支架,周向均匀分布,一般为24组,本次施工优化为36组,受力状况更好;T型支架应安装牢固,与抗压环的焊接角缝进行PT检测,穿钢丝绳端点处应有防止钢丝绳滑脱设置。T型支架安装完成后,采用线坠或激光垂准仪将钢丝绳安装位置垂直投影到拱顶板上,用记号笔进行标记后,钻穿钢丝绳用的椭圆孔,椭圆孔尺寸一般为80mm×30mm,开孔后边缘应打磨圆滑、无棱角。根据T型支架和开孔位置,确定双向滑轮组和上下两端固定吊耳位置,应能保证5个位置在同一垂直平面内,并和对称面的T型支架、双导向滑轮、锚固吊耳等位置对称。确定两端吊耳位置后,进行吊耳安装焊接,焊接角缝应经PT检测合格。双向滑轮安装在轨道梁上,采用螺栓把紧固定,在钢丝绳涨拉完成后应再逐个检查一遍。上述工作完成后,进行钢丝绳穿装和涨拉工作,钢丝绳规格为φ17.5mm,穿装时自上向下进行,在周向方向上按顺序依次穿装,穿装完毕后,再按顺序进行涨拉施工,涨拉过程应用拉力计进行测控,预拉力不小于12kN。钢丝绳安装后将整个椭圆孔密封防水胶带,气顶升工作完成后在开孔位置焊接封堵板,并进行相关检测。
为减少顶升过程中拱顶发生的偏沉量,应对整体拱顶进行重量平衡力的计算,以90°方向为X轴正方向, 0°为Y轴正方向,如下图2所示,进行力矩计算。
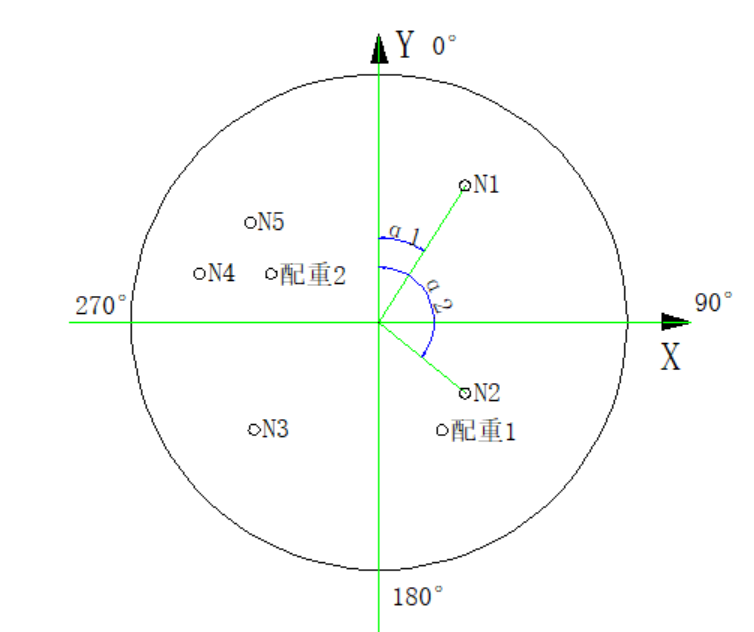
图2 配重计算示意图
对力矩不平衡处设置配重,应使.终的计算力矩为零或接近零;计算方法:统计所有拱顶及吊顶上重物的重量、所在半径、角度,绘制成下表1:
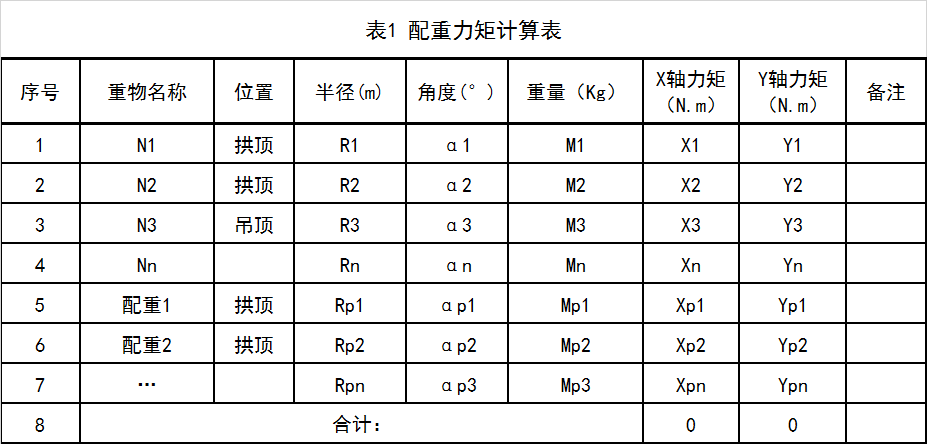
其中: X1=sinα1×R1×M1×9.8 Y1=cosα1×R1×M1×9.8X2=sinα2×R2×M2×9.8 Y2=cosα2×R2×M2×9.8Xn=sinαn×Rn×Mn×9.8 Yn=cosαn×Rn×Mn×9.8Xp1=sinαp1×Rp1×Mp1×9.8 Yp1=cosαp1×Rp1×Mp1×9.8Xp2=sinαp2×Rp2×Mp2×9.8 Yp2=cosαp2×Rp2×Mp2×9.8Xpn=sinαpn×Rpn×Mpn×9.8 Ypn=cosαpn×Rpn×Mpn×9.8.终:X1+X2+…+Xn+Xp1+Xp2+…Xpn=0 Y1+Y2+…+Yn+Yp1+Yp2+…Ypn =0
拱顶上的配重一般采用钢筋,升顶前应完成对配重稳固性的检查,确保配重固定牢靠,不移位、不散落。为防止顶升过程中偏沉超标,现场还应配备应急配重,应急配重应分别绑扎成捆,并标注出各捆重量,放置于便于吊装的位置。
(2)密封系统
临时门洞封闭:罐内密封系统和平衡系统配件全部制作完成并运输到罐内,罐内影响气升顶工作的物件清理干净后开始进行临时门洞的封闭工作。大小门洞的封堵采用钢板焊接到门洞处预留的埋件上,可采用断续焊,未焊部位采用密封胶进行密封,但应保证强度,必要时在封堵钢板上加设槽钢。大门洞处应设置紧急泄风通道,小门洞处设置带减压舱的通道,用于试吹过程检查及紧急情况下人员的进出。减压舱的设置见下图3所示。
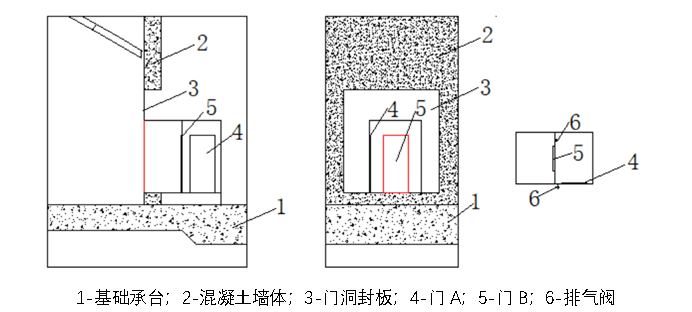
图3 减压舱示意
为了保证拱顶气吹期间的罐体严密性,拱顶与外罐墙体间设计临时密封,本次密封结构设计在原有的基础上【2】进行优化,不需要焊接密封环,结构更简单;用锡箔纸替代传统的铝箔玻璃布,在升顶过程中,吸附的效果更好,安装的结构形式见下图4。
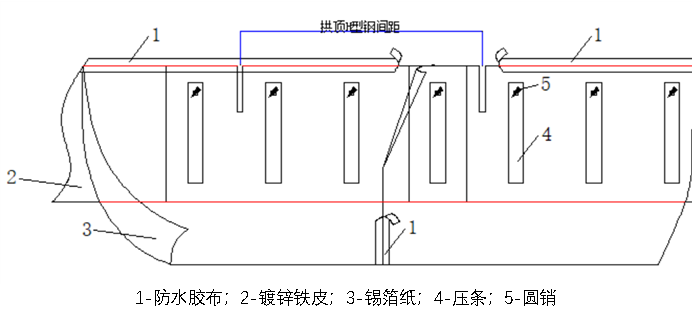
图4 拱顶气升密封布置示意
在拱顶板下表面边缘,每隔一定距离焊接一个通孔方铁,方铁安装时倾斜15°~20°。依次安装镀锌铁皮、锡箔纸和压条,全部安装完后,采用圆销销死,应保证气顶升过程中圆销不得松动或脱销,如有必要,可以进行点焊固定。当压条固定件等安装合格之后,采用防水胶带对密封材料与拱顶衬板、密封材料之间的缝隙进行封堵,防水胶带粘贴两层,两层之间的接头应错开至少300mm,粘贴防水胶带之前应将水和铁锈处理干净。
(3)动力风机系统 理论上只要拱顶受到的空气浮力与它的自重形成一对平衡力,拱顶便可平稳上升,所以理想状态下拱顶气吹的风压与大气压的差值为拱顶自重与罐内空间水平横截面积之比,但实际中由于存在风量损失、拱顶密封系统与外罐壁之间摩擦力等因素的影响,顶升压力的计算应考虑附加系数,其计算公式:
P升=P平+P附
式中:
P升---为顶升风压,单位Pa;
P平---为静平风压,P平=G/S,单位Pa;
P附---为附加风压,根据现场经验确定P附为0.05~0.1P平,单位Pa;
G---为顶升.大重量,单位N;
S---为罐体横截面积,单位㎡。
.终计算得到P升约为1600Pa。
拱顶气升顶速率宜为200mm/min~300mm/min,再根据上述风压计算出单位时间进风需求量,.后根据单位时间进风需求量及风压选择风机型号,风机数量为N+1,其中N为计算所需风机数量,“1”为备用风机;本次顶升.终选用4台流量为大于57000M³/H、风压大于2200pa的鼓风机。
在大门洞口处布置风机,根据洞口位置合理布置风机,风机通过风道连通到门洞封板,风道与风机相配套,在风道上安装闸板,以控制进入的风量,风道和风机应采用挠性连接,连接材料完好无破损。
风机安装调试合格后,进行连续2h的试验,检查其性能及稳定性,测定风压是否满足要求。风机应以柴油发电机作为主供电源,根据气压升顶作业时间,配备足够的柴油。风机所使用的转换开关具备自动切换的功能,一旦发电机出现故障,应能直接切换到临时用电线路上,不必等气压升顶指挥下达指令。
(4)测量系统
顶升压力测量:采用U型管压力计进行测量,U型管压力计应能保证可以读出500mm水压,设置2套,一套在风机附近,另一套在拱顶抗压环指挥台附近。压力计一端与罐内相通,另一端与罐外大气相通,用透明塑料管制作U型管,并固定在有刻度标记的木板上。
顶升速率测量:本次测量采用2种方法同时进行,第1 种为传统的人工测量法,即利用钢丝绳和盘尺进行,几人同时一时间进行读数、计数,再进行汇总后进行比较,从而判断顶升过程的状况;第2种是采用顶升姿态智能监测系统进行,提前在抗压环上安装信号发射和接收设备,利用无线传送、信息集合处理系统,整合数据,实现顶升过程动态可视化、数据自动比对预警及远程监测。
4气顶升操作要领
气顶升刚开始时,风机要严格控制进风量,在听到拱顶脱离支撑的声音后,要稳定风量,并组织人员迅速检查拱顶的脱离情况,在拱顶上升400mm左右时,快速测量拱顶上升的偏差以及密封与墙体的贴合情况。
正式顶升期间控制拱顶上升速率,测量组持续测量,将数据反馈到指挥台副指挥处进行汇总比对,分析各测量点的上升速率、拱顶的偏沉情况。风机组及指挥台处做好顶升压力记录。当拱顶还有3000mm就达到设计位置时,拱顶上升速度应控制在200mm/min左右。当拱顶继续提升到离拱顶抗压环.后的1000mm处时,慢慢关闭节气阀或打开大门洞处泄压风道,使拱顶以100mm/min的速度提升,直到离拱顶抗压环500mm处。在即将接触抗压环之前,稳定拱顶高度,检查并调整拱顶方位。当拱顶板与抗压环环板接触后,焊接班组及铆工班组作业人员应立即通过提前焊接在拱顶梁上的龙门板,穿楔子固定并压紧拱顶梁。当拱顶到位后应及时进行拱顶板与抗压环的固定焊接,并继续使用风机对储罐进行鼓风加压,但控制压力不应超过气升顶压力的1.15倍。当出现拱顶梁边缘与抗压环接触不均匀,有间隙时,应采用L板与千斤顶进行调整减小组装的缝隙。在拱顶梁上表面与抗压环焊接完,经检查合格后,停止风机送风,降低罐内压力至0,完成顶升作业。
5气顶升主要风险及应对措施
(1)临时密封的拆翻
当密封间距、结构形式、镀锌铁皮的厚度等等因素发生变化,在设计考虑临时密封结构时,都应对密封板进行拆翻性能试验,见下图5所示,并进行可靠性评估。
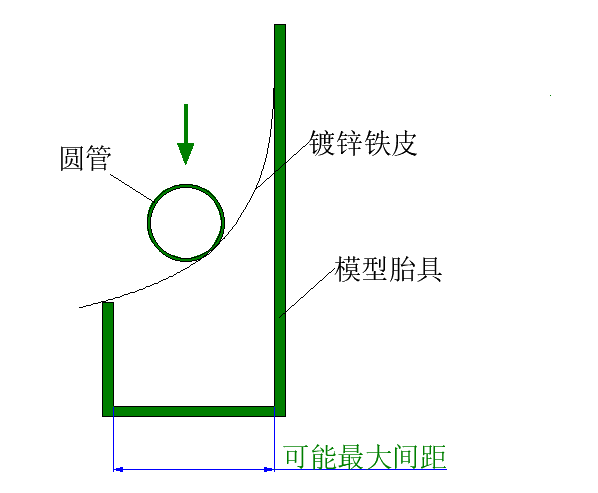
图5 密封强度试验示意图
(2)风机系统突然失效
拱顶在顶升过程中不能有任何回落,这就需要风机要持续供气,在顶升作业前要充分考虑设备故障,突然停电等突发状况,在顶升前对设备的检查需要认真到位,必须进行设备的试运行并检查确认;风机的电路部分:包括电源切换开关功能要全部试验一遍、电路总闸中的保险丝要有备用、备用风机的转向要确认;做好以上措施能确保顶升动力部分无问题。
6结束语
本次气顶升作业的顺利进行,意味着27万方低温储罐气顶升施工技术已较为成熟,同时对于其它储罐的类似作业具有指导意义。
 当前位置:
当前位置:
 热门推荐
热门推荐






 陕公网安备61030402000089
陕公网安备61030402000089